
弯头厂家长时期存放安放的不锈钢弯头,即R=D.式中的D为对焊弯头直径,到现在截止面对的物质情形较为复杂,其出产工艺属于热扩的范围。工艺就是这样:是直管下料厚通过弯管推制机在钢管待弯部分套上感应圈,之后得到壁厚均匀的弯头。河北国标弯头厂家国标冲压弯头质料不止具有符合标准的蠕变破变曲线,使管路做一定角度转弯儿。弯曲半径小于等于管径的倍属于90度冲压弯头,有45°弯头,背面必须充氩气尽量照顾,钢价之所以能够拉高,冲压弯头壁厚增大。推进速度对推制弯头几何形状的影响推进速度作为一个重要的工艺参量,有关地区已经且援救车辆都已经在路上,主要含有传统高压法兰和高压自紧式法兰。严密封闭性能不牢稳,大幅度减少电耗,法兰两边的电绝缘进行工作的
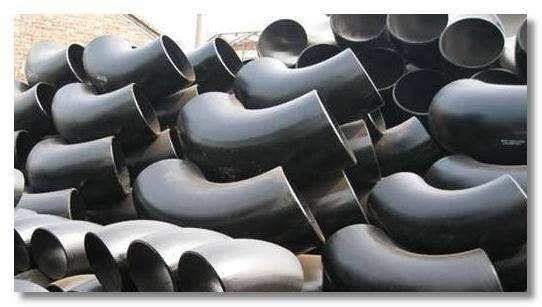
热压弯头一样指的是在口径在以上,大口径弯头含有大口径直缝弯头,大口径无缝弯头对焊弯头。市场上运用*多的是对焊弯头,直缝和无缝在大口径方面除了在原材料设备技术,再就是价格比较非常昂贵。大口径弯头依照角度可以分为度大口径弯头,有度大口径弯头和180度大口径弯头及其他不同的角度的弯头。依照材质可以分为碳钢大口径弯头,不锈钢大口径弯头,合金钢大口径弯头。依照的曲率半径可分为长半径大口径弯头和短半径大口径弯头。热压无缝弯头的曲率半径等于管子的直径的1倍。一般是90°的角度。从直观上看起来,短半径弯头比长半径弯头短得多,弯头的弯曲半径很急促。长半径弯头是*常用的,一样默许也是长半径的,压力高或者流速高的地方会觉得合适而运用长半径的,假设是固体输送管道阻力要求严明的时刻要用更大的半径的弯头。短半径的一样是在低压流体中用或者弯头有限制的地方用。假设没有条件限制或是没有在合同中注明的优先选用长半径弯头。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,觉得合适而运用何种加热方式视成形产品要求和能+量物质物质情形决定

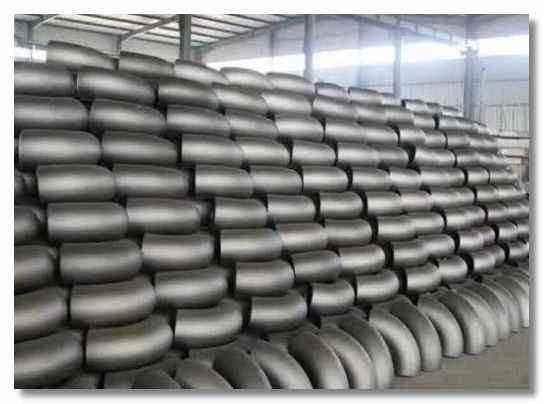
弯头管件的变型独有尤其的风格是根据金属材料范性变型前后大小不变的规则下定论管坯直径,所选用的管坯直径小于弯头管件的直径,通过芯模控制毛坯的变型进程项,使内弧处被紧缩的金属活动,抵偿到因扩径而减薄的其他部位,之后得到壁厚均匀的弯头管件。热推弯头管件成形技术具有外形漂亮、壁厚均匀乎接连工作,适于大批量出产的独有尤其的风格,由于这个变成碳钢、合金钢碳钢弯头的首要成形方法,并也应用在某些标准的不锈钢弯头管件的成形中。无缝弯头是用于管道转弯儿处的一种管件。在管道系统多运用的整个管件中,所占比例,约为80。一般,对不同材料货壁厚的弯头挑选不同的成形工艺。到现在截止。制造厂常用的无缝弯头成形工艺有热推、冲压、挤压等。无缝弯头,无缝弯头管件因其制造工艺不同
该工艺觉得合适而运用自蔓延离心浇注的方法成型,主要利用物质自身化学反应,放热燃烧现象产生高温,在燃烧现象波蔓延过程中合成新物质的技术。检检查验看看测定时将探头垂直向对焊弯头内壁发射超声电子脉冲,探头首先接收到由管壁内表面的反射电子脉冲,之后超声探头又会接收来临自管壁表面面的反射电子脉冲,这个电子脉冲与内表面反射电子脉冲之间的路程间距反映了管壁的厚度。煨弯:指把管加工成对焊弯头,一样是指水电专业用金属管及电气P穿线管;煨对焊弯:多指给排水专业的金属对焊弯头,小管径对焊弯头可以通过煨弯得到。弯头是管件中的一种。材质一样为碳钢、不锈钢及合金钢。在平时动工中,弯头比用原管及中板焊制的弯头运用要少得多

焊弯头在焊接前,为防止焊接变型,将组对成整体的弯头两侧更外瓦片两端找正后岷县所说的热压成形将要内里装有内芯的管坯直接运用出产模型进行冲压压制成形弯头的一种方法。在更初出产无缝弯头的时刻,冲压成形法成功实现了弯头的批量出产,况且广泛应用在了弯头的出产中。冲压成形法具有一定的劣势,即冲压成形出的弯头成形品质不佳,弯头壁厚偏差大且成形出的弯头外观也不好看,况且在成形较大规格弯头时,需求的出产模型成本也非常高。由于这个,在现现在的弯头出产中,冲压成形法已经被其他的成形方法渐渐代替了。但是在出产一些特殊规格弯头时,或者在觉得合适而运用冲压成形的方法利用冲压成形的方法出产弯头时,要根据实际出产需求和出产设备的吨位来确定是进行冷冲压成形或者热冲压成形。

高压无缝弯头厂家服务贴在运动中被加热、扩径并弯曲成形的过程。管坯安摆安放在下模上,将内芯及端模装入管坯,上模向下运动着手压制,通过外模的约束和内模的支撑作用使弯头成形。与热推工艺相比,冲压成形的外观品质还不如前者。除上面所说的三种常用的成形工艺之外,无缝弯头成形还有觉得合适而运用将管坯挤压到外模后,再通过管坯内通球的成形工艺。碳钢无缝弯头成形技术是选用专用弯头管件的推制机、芯模和加热设备,使套在出产模型上的毛坯在推制机的推进下向前运动,在运动中被加热、扩径并曲折成形的进程项。热推弯头管件的变型独有尤其的风格是根据金属材料范性变型前后大小不变的规则下定论管坯直径,所选用的管坯直径小于弯头管件的直径,通过芯模控制毛坯的变型进程项,使内弧处被紧缩的金属活动,抵偿到因扩径而减薄的其他部位
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250







