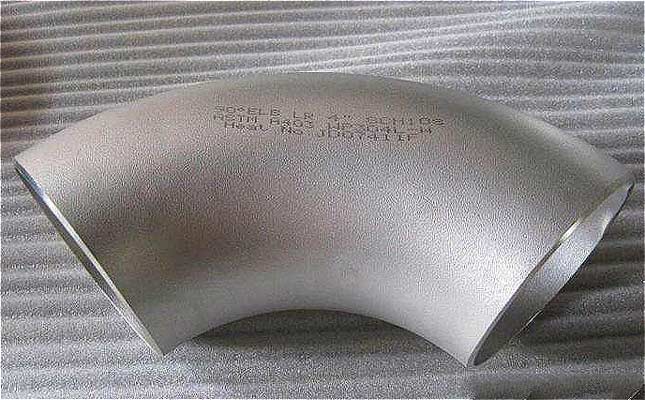
产品类型:合金90度焊接弯头
执行标准:国标\电标\船标\化标\美标\德标\日标\俄标等
产品材质:碳钢/锰钢/镍钢等
尺寸规格:DN15-DN2200
合金90度焊接弯头又叫无缝弯头、冲压弯头等,按照常规度数划分一般分为90度、45度、180度等,按照常规弯曲半径可划分为长半径(1.5D)与短半径(1.0D)等,合金常用材质可以分为:碳钢,锰钢,镍钢等。合金弯头是是多种弯头的一类统称,作用是管道拐弯处的连接,是连接两根公称通径相同的管子,使管路做90°或者其它角度的转弯。焊接弯头与对焊弯头的区别在于焊接弯头的意思一般是指与管道焊接等等,对焊弯头则是在生产弯头的时候两名焊工进行对焊生产完成,而且对焊弯头一般都是DN600以上大口径弯头产品。
由于焊接弯头具有良好的综合性能,所以它广泛用于化工、建筑、给水、排水、石油、轻重工业、冷冻、卫生、水暖、消防、电力、航天、造船等基础工程。

1、焊接弯头保温性好,由于冲压弯头材料导热系数低,20摄氏度的导热系数为0.21-0.24W/mk,比钢管(43-52W/mk)、紫钢管(333W/mk)小得多,故PP-R管保温性好。
2、焊接弯头耐热性能好:当冲压弯头工作水温为70度,软化的温度为140度。
3、焊接加工的生产效率高,且操作方便,易于实现机械化与自动化,这是因为冲压是依靠冲模和冲压设备来完成加工,普通压力机的行程次数为每分钟 可达几十次,高速压力要每分钟可达数百次甚至千次以上,而且每次冲压行程就可能得到一个冲压件。
4、焊接弯头它的重量是非常的轻巧,这样就能够大大地方便加工安装,而且还能够降低运输费用。
5.合金焊接弯头由于复合耐磨管内、外层的热膨胀系数相当,对于有高度急剧变化和经常变化的工况场合,不会出现内层碎裂,发生早期失效的现象。
按照弯头国家标准GB/T12459-2005标准,常用规格为DN15-DN1200,详细尺寸规格参考表如下:

国标标准
GB/T13401-2005
GB/T12459-2005
GB/T10752-1995
美标标准
ASME B16.9
石化标准
SH3409
化工标准
HG/T21635
HG/T21631
中石油标准
SY/T0510
合金焊接弯头一般常用的材质通常有碳钢,锰钢,镍钢等。
按照弯头国标标准GB/T12459-2009标准,对应无缝钢管壁厚整理尺寸,详细尺寸规格参考表如下:

1、首先采购优质原材料无缝钢管进行检测。
2、原材料无缝管检测完成后,按照国家标准要求进行切割下料。
3、在下料的钢管内涂上铅粉(润滑作用),然后上推制机进行推至,也就是经常说的热推工艺。
4、弯头推制成型后,需要在整形机上面压制一下,让弯头的口径更加精准。
5、弯头整形后,进行机加工坡口,方便弯头与管道焊接。
6、弯头坡口完成后,按照国家标准要求进行热处理工艺。
7、热处理完成后,进行抛丸喷砂处理弯头表面杂质等。
以上就是热推制焊接弯头成型工艺,剩下的就是质检部进行几何尺寸检验,化学成分与机械性能检测等一系列工艺,更后按照客户要求包装刷漆。

1、建议到正规的合金弯头生产厂家购买,需要有一定的生产规模;
2、合金弯头生产厂家需要提供弯头的材质检测报告等相关资料;
3、合金弯头需要有相应的规格型号钢印与标识;
1、我公司备有大量合金弯头现货库存,在接收到客户订单后,承诺在24小时内发货,图纸弯头定制产品需要来电咨询洽谈。
2、公司承诺凡是在本公司购买的产品可以7天无理由退换货,15天换货,一年的弯头质保期。
3、如有任何需求,请联系宋经理:153-7331-7776【同微信】

上一篇: 不锈钢90度大口径对焊弯头
下一篇: 碳钢45度冲压弯头
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250