

产品类型:碳钢焊接三通
执行标准:国标\电标\船标\化标\美标\德标\日标\俄标等
产品材质:10#/20#/A3/Q235A/20g/Q345B/16Mn/ASTM A234/ASTM A105/st37/ASTM A403等
尺寸规格:DN15-DN2200
碳钢焊接三通为管件、管道连接件,用在主管道要分支管处,碳钢焊接三通一般分为两种,主管和支管直径相同的为等径三通,支管与主管直径不同的为异径三通,三通是具有三个口子,即一个进口,两个出口;或两个进口,一个出口的一种化工管件,有T形与Y形,有等径管口,也有异径管口,用于三条相同或不同管路汇集处,三通的主要作用是改变流体方向的。

1、热处理后可以得到高的硬度和较好的耐磨性;
2、退火状态下硬度适中,具有较好的可切削性;
3、原材料易得,生产成本低。
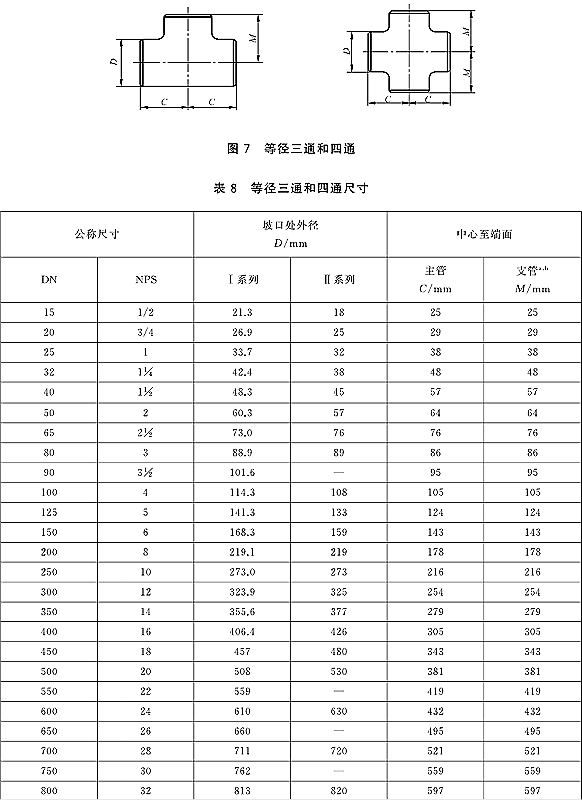
碳钢焊接三通尺寸规格说明
按照三通国家标准GB/T12459-2005标准,常用规格为DN15-DN1200,详细尺寸规格参考表如下:
三通的压力等级:Sch5s、Sch10s、Sch10、Sch20、Sch30、Sch40s、STD、Sch40、Sch60、Sch80s、XS;Sch80、SCH100、Sch120、Sch140、Sch160、XXS;其中更常用的是STD和XS两种;
10# 20# A3 Q235A 20g Q345B 20G 16Mn ASTM A234 ASTM A105 st37 ASTM A403
用这些材质为原材料制作的三通可以叫做碳钢焊接三通
高压热拔三通表面是不允许有任何裂纹的;其次表面光滑、疤痕、褶皱等缺陷深度不大于1.6mm;表面鳞斑、重皮的深度不大于0.4mm,.高压热拔三通几何尺寸和偏差,比如端口内外径、内外坡口、端面斜度偏差、支管高度应该要符合图纸的要求;产品端口对接壁厚不得小于连接管道公称厚壁允许的更小值,其余部分壁厚应不小于设计壁厚的90%,更小处不小于87.5%;端口以外椭圆度不大于公称外径的6%。
碳钢焊接三通的生产工艺可以分为:液压胀形和热压成形。 三通的液压胀形是通过金属材料的轴向补偿胀出支管的一种成形工艺。其过程是采用专用液压机,将与三通直径相等的管坯内注入液体,通过液压机的两个水平侧缸同步对中运动挤压管坯,管坯受挤压后体积变小,管坯内的液体随管坯体积变小而压力升高,当达到三通支管胀出所需要的压力时,金属材料在侧缸和管坯内液体压力的双重作用下沿模具内腔流动而胀出支管,三通的液压胀形工艺可一次成形,生产效率较高;三通的主管及肩部壁厚均有增加。三通热压成形是将大于三通直径的管坯,压扁约至三通直径的尺寸,三通热压成形是将大于三通直径的管坯,压扁约至三通直径的尺寸,在拉伸支管的部位开一个孔;管坯经加热,放入成形模中,并在管坯内装入拉伸支管的冲模;在压力的作用下管坯被径向压缩,在径向压缩的过程中金属向支管方向流动并在冲模的拉伸下形成支管。整个过程是通过管坯的径向压缩和支管部位的拉伸过程而成形。与液压胀形三通不同的是,热压三通支管的金属是由管坯的径向运动进行补偿的,所以也称为径向补偿工艺。

1、建议到正规的碳钢焊接三通生产厂家购买,需要有一定的生产规模与相关的产品质量保证书以及公司的荣誉资质等;
2、三通生产厂家需要提供碳钢焊接三通的材质检测报告等相关资料;
3、碳钢焊接三通需要有相应的规格型号钢印与标识;
_meitu_4.jpg)
1、我公司备有大量碳钢焊接三通现货库存,在接收到客户订单后,承诺在24小时内发货,图纸三通定制产品需要来电咨询洽谈。
2、公司承诺凡是在本公司购买的产品可以7天无理由退换货,15天换货,一年的三通质保期。
3、如有任何需求,请联系宋经理:153-7331-7776【同微信】

上一篇: 90度不锈钢焊接弯头
下一篇: 盐浩营业执照
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250





