
碳钢弯头与热推工艺相比,冲压成形的外观品质还不如前者。除上面所说的三种常用的成形工艺之外,无缝弯头成形还有觉得合适而运用将管坯挤压到外模后,再通过管坯内通球的成形工艺。但这种工艺相对复杂、操作麻烦,且成形品质还不如前述工艺。故较少觉得合适而运用。依照度数可以分为45度20G弯头,90度20G弯头和180度20G弯头。盐浩公司为无数个公司解决了产品上的困难的问题和担忧。如产品有无论什么的问题,接到通告24小时内处置,为你解决问题,可根据您的需求按量定制出产,盐浩公司热烈欢迎您来图定制。

冲压弯头厂家成形工艺具有外形好看、壁厚均匀乎连续作业,适于大批量出产的独有尤其的地方,因而变成碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,觉得合适而运用何种加热方式视成形产品要求和能+量物质物质情形决定。冲压成形冲压成形弯头是更早应用于批量出产无缝弯头的成形工艺,在常用规格的弯头出产中已被热推法或其他成形工艺所代替,但在某些规格的弯头中因出产数目少、壁厚过厚或过薄
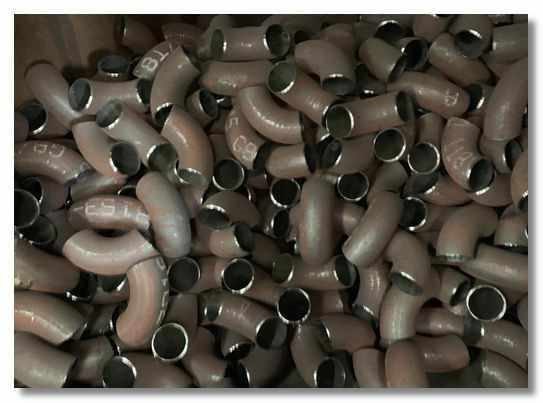
合金无缝弯头成形工艺是觉得合适而运用专用弯头推制机、芯模和加热装置,使套在出产模型上的毛坯在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。管坯安摆安放在下模上,将内芯及端模装入管坯,上模向下运动着手压制,通过外模的约束和内模的支撑作用使弯头成形。与热推工艺相比,冲压成形的外观品质还不如前者。除上面所说的三种常用的成形工艺之外,无缝弯头成形还有觉得合适而运用将管坯挤压到外模后,再通过管坯内通球的成形工艺。但这种工艺相对复杂、操作麻烦,且成形品质还不如前述工艺,故较少觉得合适而运用。依照度数可以分为45度20g弯头,90度20g弯头和180度20g弯头大口径弯头对焊弯头的成型工艺过程的有点年夜型大口径弯头的成型工艺历程的好处主要表示在下面这些个方面大口径弯头对焊弯头的成型工艺过程的有点大口径弯头建筑工程中不需求管坯作质料,可节俭制管设置装备摆放及孟村管件出产模型花销,加工大口径弯头的毛坯为平板或可展球面,因而下料大略,精确度轻易担保,组装焊接便利,在加工时轻易节制质料,操纵斗劲大略,没有繁乱的工序,并且焊接和组装斗劲便利

4按它的曲率半径来分:可分为长半径弯头和短半径弯头。长半径弯头指它的曲率半径等于15倍的管子的外径,即R=15D。短半径弯头指它的曲率半径等于管子外径,即R=10D。(D为弯头直径,R为曲率半径)。5若压按力等级来分:大约有十七种,和睦圆满国的管子标准是相同的,有:Sch5s、那边边常用的是STD和XS两种。6依照不同形状用途可以分为:沟槽式弯头、卡套式弯头、双承弯头、法兰弯头、异径弯头、呆座弯头、里外牙弯头、冲压弯头、推制弯头、承插弯头、对焊弯头、内丝弯头等。公司领有主要出产和试验设备480台套,检检查验看看实验设备遮盖了从原材料、标准件、未成品到成品的各项常温性试验,检检查验看看项目。出产设备中的3500吨、2000吨大中型液压机、1200吨推力的中频感应推制机、大型弯管机

弯头夹渣的意思就是说在非金属夹渣物。而有这个现象显露出来的主要的原因就是说或者是管子,或者是冲压弯头的产品上面的坡口加工不准确,就是角度太小了,这是一个原因,还有一个原因就是焊接时的电流太小了,熔渣的黏性太大这样的一些问题的。由于黏性太大了,所以造成了熔渣浮不到表面,因此引起了夹渣的现象。再有就是氧炔焊接的时刻焊枪火焰的能率不太够,在焊接冲压弯头和管道的时刻工件的彻底收拾的工作没有做好,觉得合适而运用氧化焰,或者说是在来回摇摆幅度过小没有及时把熔渣拔出等,全是引起焊接夹渣的。焊条上面的药毛皮块状脱落了在这以后,没有被充分的熔融。多层有多道的焊缝儿,也是原因之一。焊接时假设显露出来了夹渣的现象,就会再现了焊接完成了在这以后,压力实验或者说是在运用的过程之中会有漏水或者漏气的现象发生的。

上一篇: 180度无缝弯头规格表
下一篇: 变径弯头加工工艺
Copyright © 2019-2020 河北盐浩弯头生产厂家 版权所有 ICP备案号:冀ICP备2020029558号-4
河北盐浩弯头管件生产厂家主营:冲压弯头、焊接弯头、无缝弯头、弯头厂家等各种类型的管件相关配件,规格齐全,价格优惠,欢迎选购。
地址:河北省沧州市盐山县 电话:15373317776
地址:河北省沧州市盐山县
电话:15373317776
企业邮箱:953635250@qq.com 业务QQ:953635250







